A plastic product manufacturer contacted QSI Automation to retrofit an injection-molding machine on their factory floor. The manufacturer needed to improve machine performance, operator conditions and reduce energy consumption of their Autojectors HCR-70 machine. The factory itself was beginning to push the limits on their overall power service. They had two options – make their machines more efficient or invest in costly building updates.
QSI collaborated with Morrell Group to propose a solution that utilized Bosch Rexroth’s Sytronix technology. The simplicity of the Sytronix circuit and energy savings due to demand-oriented flow were key selling features for the end-user. In general, the variable speed technology in Sytronix can save up to 80% in energy costs while also reducing the carbon footprint. This demand-oriented power supply also reduces operating costs by minimizing wear and tear on components.
In late summer 2019, Morrell Group commissioned the Sytronix unit on the Autojectors HCR-70. The team commissioned the unit in less than a day, which was significantly shorter than previous start-ups. Start-up time was shortened thanks to the simplicity of the controls system. The Rexroth controls system is so simple that QSI’s controls team can commission future units themselves, saving them even more time.
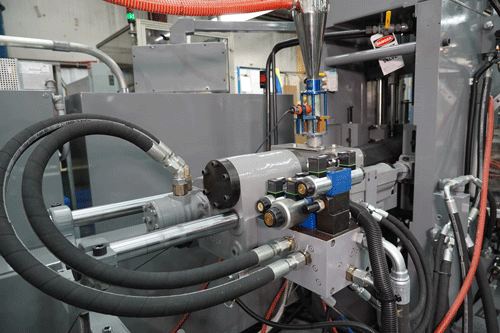
In the retrofitted solution, the Sytronix unit supplied hydraulic power for the mold clamp, injector slide, and injection and extrusion axes. QSI retrofitted the table rotate and part ejector axes with individual Bosch Rexroth servomotors and drives. Now, during a molding cycle, the servomotor/pump package does not run continuously in comparison to an asynchronous motor on a conventional hydraulic power unit (HPU). This results in almost immediate cost and energy savings. Additionally, there is a significant reduction in noise level, leading to higher employee satisfaction.
How the Machine Works

The Autojectors HCR-70 machine is a 70-ton vertical injection-molding machine. The machine cycle begins when the rotary table brings an empty die into molding position. The mold clamp cylinder lowers, and once closed, hydraulic pressure increases until clamping pressure is reached. A directional valve isolates the mold clamp from the rest of the hydraulic circuit and maintains the clamp pressure while other axes operate.
Once the clamp cylinder is isolated, the injector slide advances, making contact with the mold. The injection axis actuates and injects plastic into the mold under closed-loop hydraulic pressure control. Then, the extrusion axis refills the barrel, and the injector slide retracts. The machine idles until the molding time completes, at which point the clamp cylinder retracts, and the rotary table moves the completed parts out of the molding position for ejection. Once the rotary table places an empty die into position, the cycle repeats.
Morrell Group, QSI, and the end-user were interested in quantifying the energy savings from the Autojectors HCR-70 retrofitted with the Sytronix unit. In order to calculate these savings, tests were conducted on two similar injection-molding machines with similar capacities that produced nearly identical parts from molds of equal size.
To compare, the first machine used a conventional hydraulic power unit with an asynchronous motor to generate hydraulic power while the second machine used the Sytronix system. Data was recorded over the course of 3 days and 16 hours with a Fluke Power/Energy Data Logger. During this time, over 320k measurements were recorded for each machine, with 36 values recorded per measurement.

Fluke Meter shown connected to controls cabinet

Fluke Meter readings
Morrell Group’s engineering team then analyzed the data and provided a thorough case study. The results were calculated from the following measurements: three-phase voltage, three-phase current, three-phase average power, and average energy.
The most significant finding to come from the study was the comparison of the total energy used by each machine during the testing period. Throughout the study, the Autojectors machine used 68kW-hs, and the comparative unit used 1,004kW-hs and ran with significant energy during idle times. Considering the utility costs in the area, this would result in $4,816 in annual savings from retrofitting one unit.
In addition to the energy savings, the Autojectors machine with Sytronix was significantly more productive than the conventional machine. The Autojectors machine operated at a cycle time 5 seconds faster than the conventionally powered machine because of the responsiveness of the Sytronix system. This cycle time improvement means the Autojectors machine can produce 14% more parts in a given time period than the other machine.
While not the focus of the study, the reduction in machine noise was clearly beneficial, and the improvement in machine productivity likely very attractive.
Since this successful commissioning, QSI has used Sytronix in a 150-ton plastic injection molding machine with another two one order. QSI recently moved into the business of building the machines themselves rather than solely focusing on retrofitting and Sytronix is becoming their design standard for new machines.
To learn more about this application’s savings with Sytronix, download the complete case study by completing the form below.
To learn more about Sytronix technology, visit our landing page here.